Campervans, Motor vehicles, Body Repair and Modifications including Jig Making, Panel making and Spray Painting with an introduction to the tools required and trade notes
I’ve decide to start this post because I was refurbishing my campervan after the winter layup and I had to repair the area around one of my running lights.
See what I mean!
Basically, the lamp is mounted on a rectangular raised area in the lower half of the vehicle body. Because of its simple shape I felt it was an ideal time to introduce you all to what I call the “picture frame”.
This is just a rectangular frame of 3mm box section 3cm square. I won’t go into the size of the frame because it’s generic and you’ll make your frames the size you need once you understand the principle. Next you’ll need a stand to make it upright:
.
A simple bracket will suffice but it needs to be at least 2,5mm plate. Next you need a working platform
also in 2.5mm plate
.
This is the complete assembly. Please remember when building your “picture frame” that the hydraulic ram or rams you will be using (a simple bottle jack that may come with your vehicle, or can be purchased quite cheaply-you only need about 6 tons to operate your press) push in both directions so you might have to reinforce the top with another plate similar to the base stand.
This is the completed assembly. All we need now is the two parts of our press tool. One has to be a male fitting and the other a female. This is the male fitting a simple rectangle of steel plate which needs to be as thick as the raised section of the panel. Fortunately my 2.5mm plate was ideal. You don’t need complicated oxy~acetylene equipment to cut the steel plate. An angle grinder fitted with a thin cutting disc will do the job just fine. Don’t forget the safety goggles and leather gloves and this might be just the time to invest in a chrome leather apron. I have seen many an expensive set of flameproof overalls ruined with the sparks from an angle grinder. Then we need to make the female part of the press tool. Note the centre punch marks to locate the male tool after the sheet is laid in position.
Just to show you how big you can go with the picture frame I’ve enclosed some pictures fron my ‘How to make a Landrover Rear Floor panel’ as yet to be written post: Note the reinforcing across the top of the picture frame
OK, so you’ve got a camper or van and you want to put a storage locker, or lockers, in the side below the floor. I’m going to show you how to make the locker door and its surround. The actual locker itself I would make of galvanised 18 gauge steel folded and rivetted together. As the basic techniques involved in folding metal are covered here I will not go over them again as the locker itself will vary from vehicle to vehicle, as will personal preferences as to sizes and usage.
Health and Safety
Cutting grinding and welding metal will introduce us to hazards that require the saner individuals amongst us to use safety equipment and techniques that minimise those risks. Goggles to protect the eyes, gloves to protect the hands, welding helmets to protect the eyes from glare and the skin on our faces from the UV radiation emitted by mig/tig welders, overalls to protect our clothing and our loved ones from the dangerous materials absorbed and covering them from our dirty work and leather boots with steel toecaps and oil resistant soles. Not only protecting our bodies from hazards but also protecting us from an angry partner if we keep them on in the house and soil the carpets from oil and rip them with iron filings and swarf embedded in the soles of our boots. Get the idea! Wear safety equipment appropriate to the risks, remove them when not needed or where they are a hazard to others.
Let’s make a list of most of the tools and equipment we’ll need:
Small Angle Grinder
Mild Steel 18 and 20 gauge
Pick and Finishing Hammer
A stainless piano hinge
Toe Dolly
A Lock
Wooden Mallet
Aviation Snips/Gilboes/Tinsnips
Angle Iron
Tape Measure
Pencil/Fine Point felt tip pen
Nutsert Tool
A Straight edge or ruler 1m long
Hole Cutter
Welder
Zinc Primer & Paintbrush
The next thing we have to do is decide where the locker is going to go.
Will the panel you are going to make fit over or under or just up to the adjacent panel. Can you use a natural swage line, or panel join It’s worth mentioning at this stage to check behind where your door is going to go to make sure you have enough room to make a locker that is worth the effort. Whilst I had a natural space behind my N/S/R(Near side rear) quarter panel that was just the right size for an LPG tank, the other side had an exhaust pipe running through it. Luckily, later models of Sprinter have a much shorter exhaust so it was acceptable to shorten mine by about six feet giving me enough space for an acceptable tool locker.
I decided to put mine behind the rear wheel. As this is one I prepared earlier and have used as an LPG locker I’m going to make one for the other side.
Using our felt tip pen, we have to mark on the vehicle the position of the locker.
Once done we can measure our new locker door.
Making The Door Skin
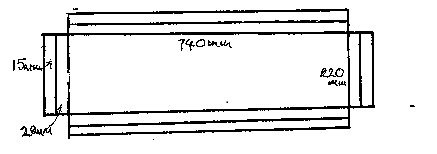
Now we have to transfer these details to our sheet of 20 gauge steel.
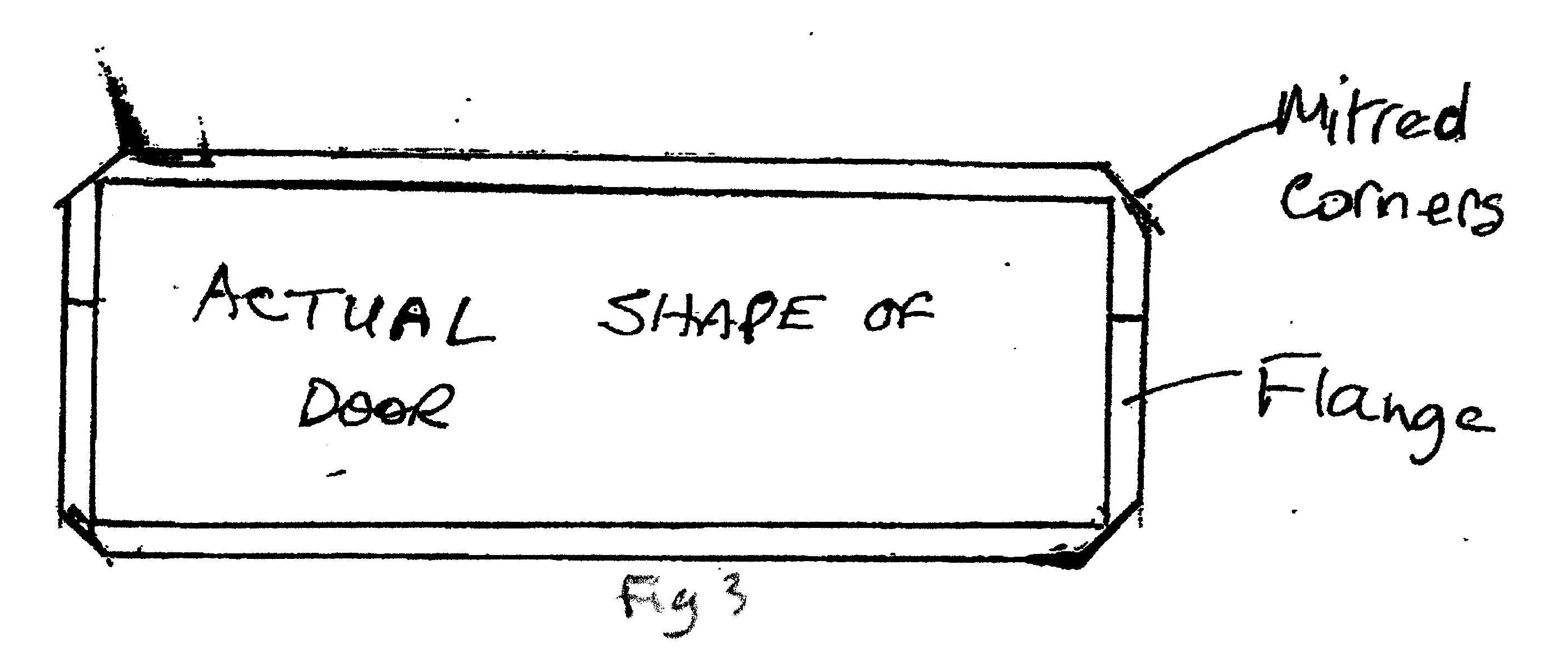
My door skin skin is 790 mm long , 260mm high at the front and 255mm high at the rear plus a 15mm depth of flange on all sides with mitred corners. Yours will be whatever size you want it to be and whatever shape depending on where you put it and on what vehicle. It’s worth investing in a pair of aviation snips, Left and Right handed, as they have an undercut lower jaw that allows you to cut sheet metal without distortion.
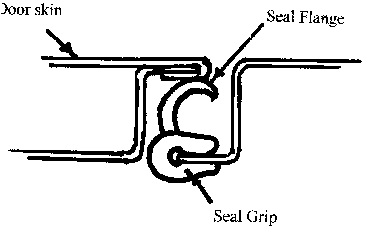
What we have to bear in mind is this is the basic shape we are starting with. From this comes the shape of the door skin. For those who don’t know, a door skin has a wrap around flange crimped on to a door shell.
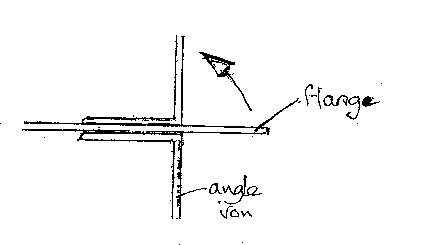
Once we have cut out the door skin in 20 gauge steel we need to bend the flange to 90 degrees. . If you haven’t got a folding machine you will need to get hold of some robust angle iron. I started with an old bed frame cut to size and clamped together with G clamps
Cut one length of angle iron for the longest side with four others the same lengths as each side of the door skin . Clamp them one at a time with G Clamps where you want the fold to be and, using a wooden mallet or soft faced hammer, dress the flange over at right angles. If you use a steel faced hammer you need to take extra care not to stretch the metal of the flange as it will curve your door skin. As indicated on the “actual shape of the door” drawing there are two small cuts to the shorter flanges. This is where there is a swage in my vehicle body shape. If you need to make a bend in the skin for the same reason place one of the long pieces of angle iron on its two edges with the corner uppermost against the inside of the skin with the ends aligned with the cuts in the flanges and gently put your weight evenly on the two outer edges, if necessary spreading the load evenly with some pieces of wood. This should have the effect of making a gentle fold in the door skin and not a sharp line.Ok, that’s my basic door skin made.
Making The Door Frame:
My door frame had to be slightly tapered because of the shape of the van panel. If you look at a car door you can see the door frame is like a big box, holding all the door bits, glass, winder mechanisms and locks inside it.
The one thing that dictated the thickness of my door ‘frame’ was the depth of my lock barrel. I wanted to bolt the lock to the inside of the frame with the face of the barrel flush with the outside of the door skin. This necessitated the thickness of the door frame to be 20mm.
There are many makes of locks and using these generic instructions you can fit your own lock in your own way.
From the original dimensions of the door deduct 40mm in total from each face, giving you the basic box dimensions, then add 20mm to each side as shown, finally adding 15mm as the final flange. Fold it with the angle iron as you did the door skin but remember to fold the outer flanges first with the angle iron cut to the length of the flange. As you can see, the final result after folding will give us the same shape we had before but 5mm shorter all round and will give us a three dimensional box 20mm thick with a 15mm flange. This will give you a flanged box with the corners missing. Should you be fitting this to a Sprinter you will need to make a fold to accommodate the body shape as you did on the door skin.
We can also round off the corners of the flanged box. We do this by :
Rust Protection:
Next we have to rust protect the inner surfaces of our door skin and door frame. For this we need a zinc based primer like David’s ZINC 182. Just paint it on neat with a paintbrush.
Making Our Door:
Now we clamp our door skin and door frame together and hammer the flange flat against the door frame using a panel beaters dolly and pick and finishing hammer, or a flat weight and suitable hammer.
The corners of our door skin at the moment are open like peep toed shoes. Putting a weight diagonally across the inside of the corner on the door frame and about 5mm from the apex we must strike the corner of the door skin with a flat hammer curling the corner upwards. Keep striking the corner rolling the point upwards and over onto itself. Finally, change the position of the weight onto the door skin hammering the turned over point onto itself. We have folded the corner over sealing the corner. Hammer it flat. Without taking off too much metal we can grind the corner with our angle grinder until we achieve a slightly rounded shape.
When we have finished our door should look like this:
Now we’ve finished the easy bit we’ve got to fit the lock, weld on the hinge, fit nutserts(if we’ve got the tools) for the lock and repeater lamp and make the surround for the door.
Fitting the Lock:
Fitting the lock: I wanted my lock to fit along the bottom of the door with the hinge at the top. This has the advantage that should the lock fail the door will open and hang vertically downwards only sticking out a couple of centimetres. If you look at the picture below showing the finished door, you’ll see what I mean. Now you’ll also see that we have the panel above the door to which we fit the hinged door, the sill below the door, and the left and right panels. We’ll come back to these one at a time after we’ve fitted the lock.
Let’s look at the other side of my lock. We can see that it has apertures for four retaining bolts so I have two choices. I can use long self tapping screw to fix it to the door frame or I can use 6mm threaded inserts called nutserts with countersunk 6mm bolts. I prefer the latter option. It’s neater and stronger.
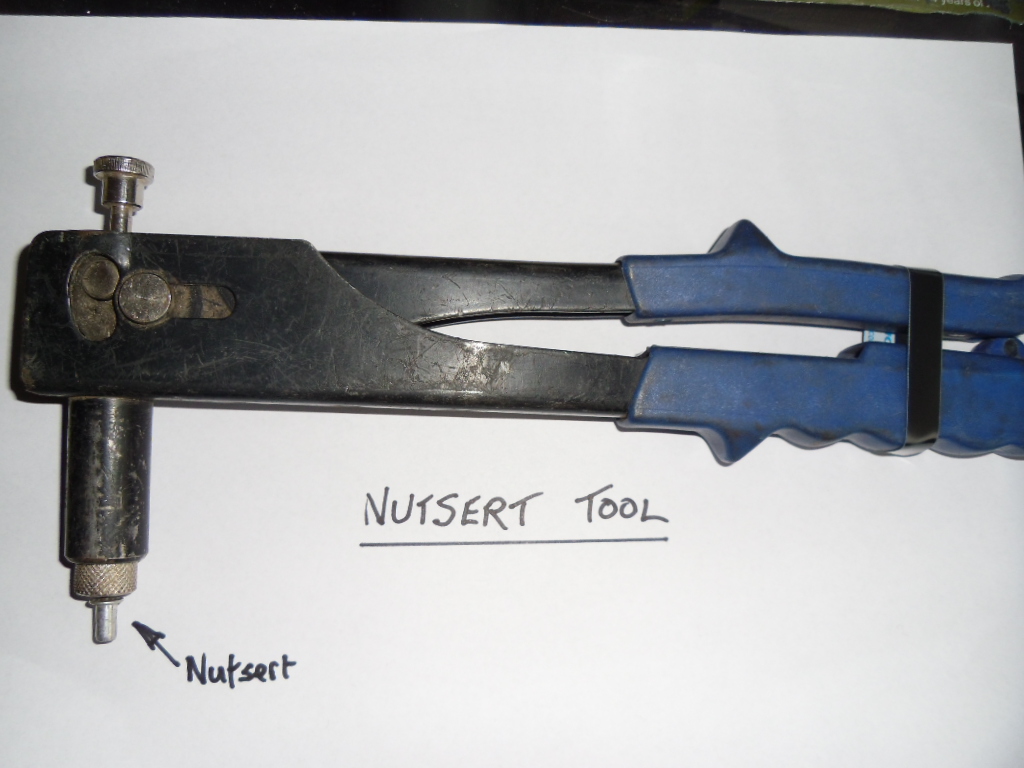
The Nutsert Tool:
You can buy the Nutsert tool and inserts from most good quality automotive tool shops. Drill the correct size hole, fit the nutsert to the tool insert in the hole and operate it like a pop riveter.
Carry on Fitting The Lock:
Before we can fit the lock we must decide where it’s going to go. Once decided, we have to drill a hole for the lock barrel. I prefer to use a stepped hole cutter that can cut holes from 4mm to 32mm in sheet steel. If you can’t find one – e bay!
The barrel size on my lock was 21mm in diameter so I cut a 22mm hole in the inner door frame. If you are extremely careful to cut with the hole cutter vertical, because of its length it will start to cut the hole in the outer skin as well. Once you have cut the correct size hole in the inner door frame turn the door over and finish cutting the hole in the door skin. Before you do any more put the lock in the door and bolt/screw it in position. Turn the door over. Look at the position of the barrel in relation to the hole in the door skin. Is it central in the hole? If it’s not you didn’t drill the hole vertically. Never mind, mark a circle with the barrel in the centre, take the lock out, and file the hole to the correct shape.
Next we make a tube of 20 gauge steel to fit around the barrel or if you’ve got some tubing that will fit so much the better. Wrap the steel around the barrel and carefully cut to size for a sliding fit. Tack weld it, remove the barrel and weld the two long edges together. File the inner welded edge clean.
Refit the lock and slide the tube you made on to the barrel. Tap it down as far as it will go. Grind off any surplus. Put the key in the barrel to prevent spatter from entering the lock and tack weld the sleeve into position. Remove the lock and tack weld the sleeve at the other end. Put the lock back in and operate the latch. If it operates smoothly, remove the lock and finish welding, if it jams something is too tight or twisted. Fix it before you weld. Grind both welded surfaces to give a clean finish.
Making The Adjacent Panels:
Now we have to make the adjacent panels. First of all the top one with the hinge. If we look at the first picture you’ll notice the hinge sits below a natural swage in the body panel. The van has been designed in such a way that this channel is in line with the van floor which sits against the top half of the channel.
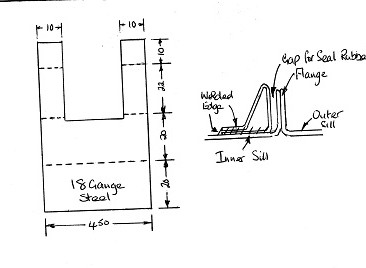
The most important consideration, when deciding on the flanges around the locker door, is deciding what sort of seal you are going to use. A company that has been around for many years, indeed I used to purchase seals from them back in 1970, is called Baines Extrusions. They’re on the internet www.coh-baines.co.uk if you can’t get the right one from Halfords, Amazon, Machine Mart etc. I decided on one that interfered the least with the way I wanted my door to operate. This involved me making a flange parallel with my door skin and only taking up a 15mm width of flange.
The first consideration is the door gap. Usually about 5mm maximum. The folding machine I had the use of had the minimum depth of 20mm for a stepped flange. This was a good size for my door seal
However, the first thing I make before I start is a ‘folding template’. This is a narrow strip (20mm) of steel folded in the way I want my final panel to be folded. This means I can attach a small piece of rubber seal to it and hold it against the door. I can physically see the compression of the rubber seal against the door whilst maintaining my door gap and panel line. In the case of the hinge panel this required more thought as the hardest part could not be folded in the Folding Machine.
I therefore utilised some flat bar, a sheet of quarter plate, welding cramps, and a plumbers bolster(large flat chisel). The stepped panel was produced in the machine at a suitable length. It was then clamped to my impromptu jig, packed up with a further steel sheet and a length of ply(I have no shame) and duly hit with a hammer and bolster.
It actually made quite a passable panel.
The two side panels had to be made according to sizes dictated by the existing wheel arch and the adjacent rear bumper. They were straightforward stepped panels.
The stainless hinge had 15mm flanges and before I plug welded it to the door skin I welded the crimped flange of the door skin to its frame. This is a normal panel beating practice and ensures no movement of the door skin after you ensure your panel fits square in the aperture.
The side panels having had the stepped flange were measured against the doorskin and a swage in keeping with the body line was incorporated.
At this stage the flange so cut was not welded to allow for final fitting on the vehicle.
Allowing for the 5mm panel gap the side panels were welded to the upper panel in the appropriate place.
The sill panel was folded keeping to the template and following body lines and was then welded to the side panels.
Across the corners where the flanges meet, triangular patches are then welded in and shaped as a quadrant. This is to carry the rubber seal neatly around the corner.
Starting On The Vehicle:
Now we’ve got some sort of hatch we’ve got to start on the vehicle. This is where we have to be brave and start hacking to pieces, in most cases, a perfectly serviceable vehicle. In my case my vehicle was quite corroded, and, with an MOT imminent, I had to decide whether to carry out the basic rust removal, or go the whole hog and finish off a job I’d started a few years ago. The whole hog it was then.
You remember the felt tip line we put on the vehicle when we started, well now we get out our angle grinder and, with a nice thin cutting wheel on it , cut out the bit in the middle:
So far so good. Cut out the entire panel, gently removing the repeater lamp in this case. Now check the corrosion revealed and cut off the inner panels we will not need inside our locker;
You notice the old exhaust bracket top centre left. We can cut this off now as it is no longer needed. Look at the chassis outrigger. We must not remove this as it is a structural member and we will use this when we recreate a modified inner sill. The space to the right of the outrigger can also be quite useful and it will be accessible through the hatch. We will fit a cover panel from the edge of the splash guard to the wheel arch and we will be welding the new inner sill to both the wheel arch and outrigger.
Now we have to start to make our locker hatch and surrounding panels fit the hole we have cut.
We offer up the assembly to the vehicle and decide where the hatch is to fit. Whilst I have made this assembly to fit a Mercedes Sprinter should you be fitting it to a different vehicle your preferences will vary.
Here we’ve shaped the left side panel to correspond with the shape of the original. This will butt up against the wrap around corner panel.
We don’t weld the seam on the bend as the final shaping still needs to be done. As I’ve decided where and how I’m going to weld the whole panel, I cut the panel along the fold I made with the bolster. I hold it in position, clamp it, and then weld the top edge.
Because of the panel’s proximity to the inner floor of the vehicle it is essential to ensure there is no combustible material inside the vehicle adjacent to the weld. A fire watcher (the wife!!) with a suitable extinguisher should be positioned inside the vehicle whilst welding is in progress. Also it is well worth remembering that no welding is carried out in a professional bodyshop within 30 minutes of closing time so that if a fire is smouldering it will probably ignite whilst someone is available to put it out.
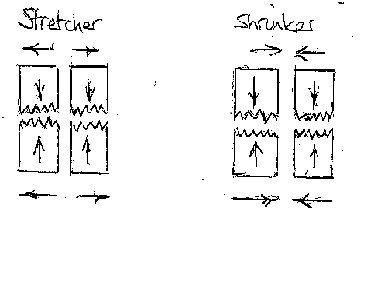
Whilst it is not part of this article to show how my rusty wheel arches were dealt with, you cannot fail to notice that repairs have been carried out prior to panel fitment. There are three ways to repair double curvature wheel arches. One is with a shrinker and a stretcherfrom Eastwood Tools. This is a very good tool that works by compressing the metal of a flange and making it longer or shorter. This has the effect of bending the opposite flange. It works using four hardened steel jaws that press and grip the flange and either move outward, thus stretching the flange or inward shrinking it.
Another way is to use a cross pein hammer and a weight, striking the flange across its width with the chisel edge stretching the flange.
The simplest, cheapest and quickest method is to make a series of cuts at right angles to the edge of the flanges bending the flange to whatever shape is required as shown in the picture below. When the correct shape has been achieved the surplus overlapping metal is removed and the flange welded in position. The more cuts are made the neater the flange.
Once the inner flange is satisfactory the outer can then be repaired.
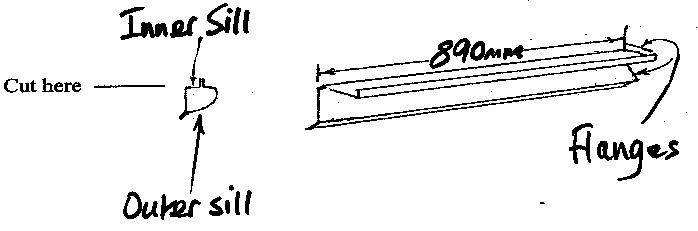
Make an inner sill in 18 gauge steel as per the shape below. Whilst the length on my Sprinter was 890mm, length and shape will vary slightly with make and long wheel/short wheel base versions.
Before fitting the inner sill it is necessary to clamp the bottom edges of the lower outer sill to the inner wing at the front and the rear corner flange at the rear and then measure across from the bottom edge of the topmost flange in the hatch aperture to the lower edge of the original chassis outrigger. Cut the outrigger horizontally at this level as shown in the diagram above.
Fit the inner sill in position, clamp, check the panel fit, and weld .
Shape to the wheel arch in the same way I described above by cutting at right angles and folding against the existing wheel arch. Weld to the wheel arch by either edge welding, fusion welding with oxyacetylene, spot welding, tig welding, or plug welding.
Now we have to fit the rubber seal to the aperture. Once done we can look at the lock and see where the catch is to be fitted to ensure a good panel fit.
Making and Fitting The Lock Catch;
It is important to ensure that the lock catch doesn’t move with extended use. It must be extremely durable and strong. If you copy my drawing to a sheet of 18 gauge steel, cut out and fold on the dotted lines. Adjust height as necessary for your choice of lock and weld in position.
Fitting The Repeater Lamp:
On the outside of the locker door where the repeater lamp is to go drill two 9.5mm holes and fit two 6mm nutserts where the original screws were and then make an oval hole for a grommet through which the wiring passes. This wiring also passes through the door frame directly opposite and you should drill an appropriately sized hole not just for the wiring but for a suitable wiring grommet.
And Finally:
Clean up and wire brush all welded areas before applying body filler. All areas not to be refinished immediately should be painted with Zinc primer to prevent corrosion, as I have done:
Note: All welded seams that were previously finished with polyurethane seam sealer should be resealed with the same. Areas covered with zinc primer to avoid rusting should be cleaned off prior to refinishing.
And the completed locker looks like it’s always been there:
The flowers had to go on tour as they were a Mother’s Day present!








 a simple rectangle of steel plate which needs to be as thick as the raised section of the panel. Fortunately my 2.5mm plate was ideal. You don’t need complicated oxy~acetylene equipment to cut the steel plate. An angle grinder fitted with a thin cutting disc will do the job just fine. Don’t forget the safety goggles and leather gloves and this might be just the time to invest in a chrome leather apron. I have seen many an expensive set of flameproof overalls ruined with the sparks from an angle grinder. Then we need to make the female part of the press tool. Note the centre punch marks to locate the male tool after the sheet is laid in position.
a simple rectangle of steel plate which needs to be as thick as the raised section of the panel. Fortunately my 2.5mm plate was ideal. You don’t need complicated oxy~acetylene equipment to cut the steel plate. An angle grinder fitted with a thin cutting disc will do the job just fine. Don’t forget the safety goggles and leather gloves and this might be just the time to invest in a chrome leather apron. I have seen many an expensive set of flameproof overalls ruined with the sparks from an angle grinder. Then we need to make the female part of the press tool. Note the centre punch marks to locate the male tool after the sheet is laid in position.
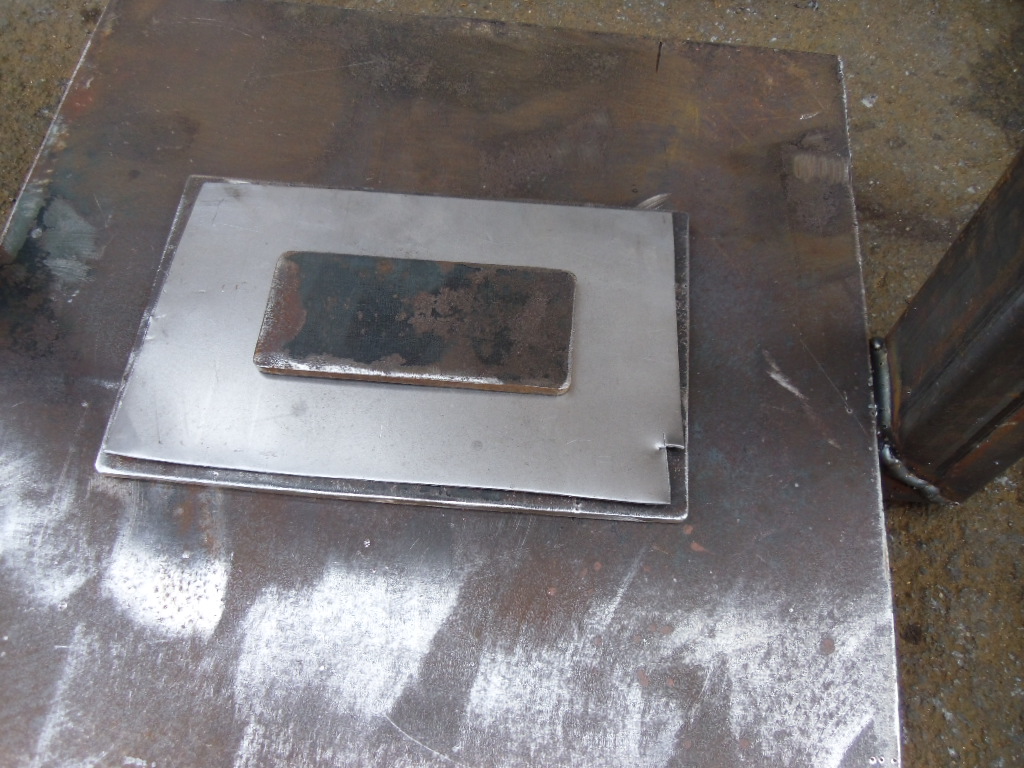 Here we have our bits laid on the working table. We then place the bottle jack with it’s base on the centre of the male part.
Here we have our bits laid on the working table. We then place the bottle jack with it’s base on the centre of the male part.
 Once the desired shaped is achieved we release the bottle jack.
Once the desired shaped is achieved we release the bottle jack.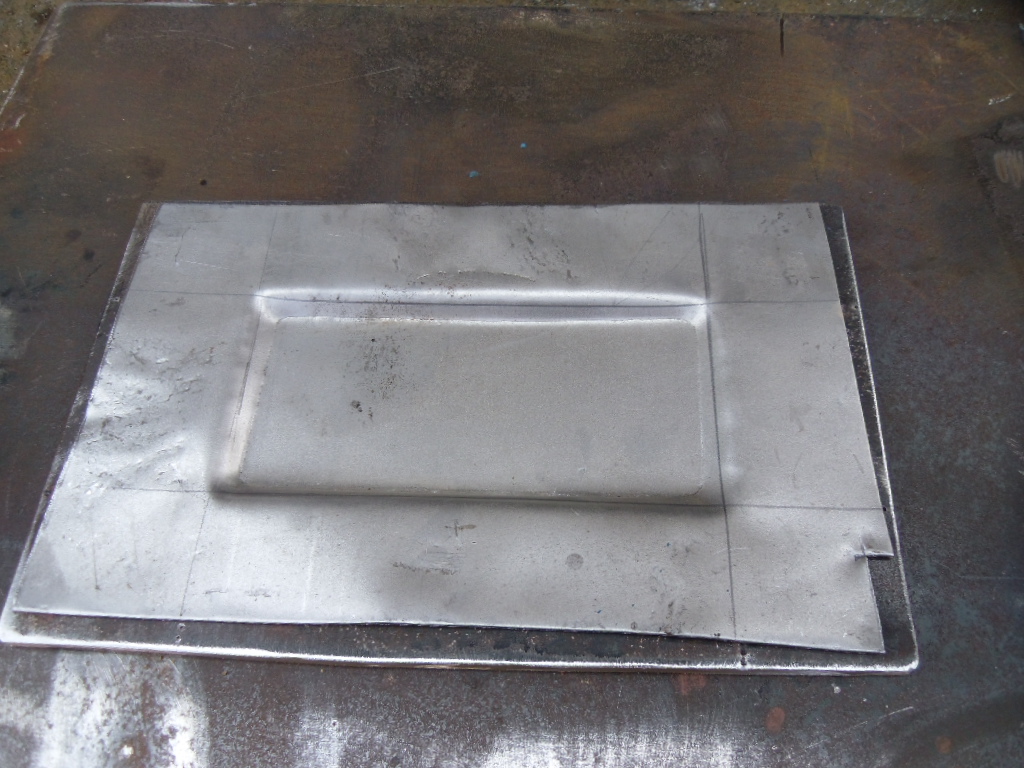
 Note the reinforcing across the top of the picture frame
Note the reinforcing across the top of the picture frame

























{kind=link}